被削材SCM435(外径連続加工)
切削条件Vc=300m/min, ap=1.5mm, f=0.3mm/rev, Wet
評価型番CNMG120408**
加工時間刃先写真の右上に明記
「高速加工で加工時間を短縮したい」、「チップ交換回数を削減したい」、 加工現場の誰もが望む改善です。
京セラCA025Pは長寿命安定加工を実現し、その改善をカタチにします。
新世代CVDコーティング技術を採用。 独自の結晶制御により、耐熱性に優れるAl2O3(アルミナ)層の膜厚を約2倍にすることで、耐摩耗性が大幅に向上します。 高速・長寿命加工で、大幅な生産性向上が可能です。
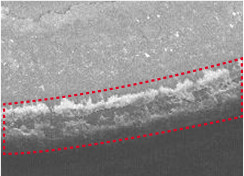 溶着少
溶着少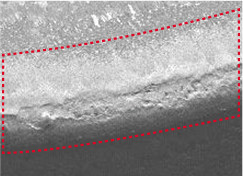 広範囲に溶着 ※白い部分が溶着
広範囲に溶着 ※白い部分が溶着被削材SCM435(4本溝)
切削条件Vc = 270 m/min, ap = 1.0 mm, f = 0.1 mm/rev, Wet
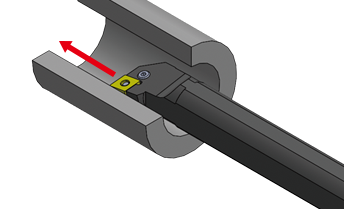
被削材SCM440-4本溝(連続-断続鋼材)
切削条件Vc=300m/min, ap=1.5mm, f=0.3mm/rev, Dry
評価型番CNMG120408PG
いつチッピングするか、いつ欠損するか分からない。
そんな不安定な加工を改善します。
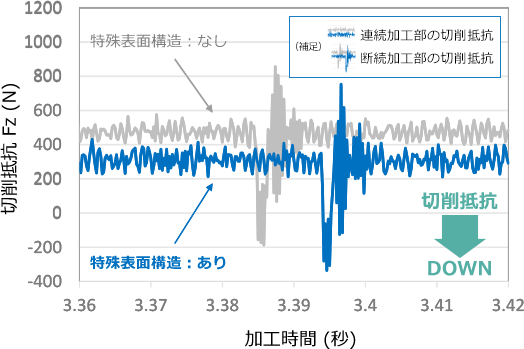
切れ刃に京セラ独自の特殊表面構造を採用することにより、刃先への溶着を抑制、チッピングを抑え加工の安定性が向上します。
また、外観色が明るく、使用済みコーナの識別が容易です。
未使用コーナがあるのに交換してしまうといった、加工現場の「もったいない」も改善します。



被削材SCM435(連続鋼材)
切削条件Vc=300m/min, ap=1.5mm, f=0.3mm/rev, Dry
評価型番CNMG120408**
CA025Pは、超硬合金母材も新開発しました。
超硬合金母材に含まれる、WC(タングステンカーバイド)やCo (コバルト)、その他様々なレア金属の最適な組成と焼成条件を見出すことで、高温特性を向上。その結果、耐熱性の向上、耐塑性変形性を向上することができました。
これにより、高速・長寿命加工の実現と切削抵抗の抑制により安定・高精度加工が可能です。
CA025Pはコーティング、母材両方で最新のテクノロジーを採用。
お客様の 「欲しいを、カタチに。」 します。
 ラインナップ追加
ラインナップ追加2018年の発売以来、着々とラインナップを追加。
荒加工から仕上げ加工までお客様の幅広いニーズにお応えします。

Vc=150m/min
ap=2.0mm
f=0.15mm/rev, Wet
WNMG080408GS
CA025P
端面
断続加工



Vc=230m/min
ap=2.0mm~
f =0.23mm/rev, Wet
CNMG120408PG
CA025P