













引き算から足し算への発想転換で、設計自由度を拡大
ファインセラミックスの成形体(グリーン)を2パーツ以上重ね合わせて、同時に焼成し一体化させる技術です。接合界面が焼結されるので、緻密な接合界面が得られ、接合強度もバルクと同等の特性を持ちます。
特長
- 加工困難な形状を実現従来工法では工具が届かず加工困難だった形状を、接合により実現
- 高い設計自由度除去加工(引き算)ではなく、接合(足し算)により、設計自由度が拡大
- 接合界面の一体化強度低下や熱伝導性の損失が無く、緻密で信頼性の高い接合技術
製造工程
焼成前の成形体に切削加工を施し、接合材を塗った面を合わせて、荷重をかけながら焼成することで、接合します。その後研削加工を施して形状を仕上げます。
-
グリーン加工(切削加工)
成形体 成形体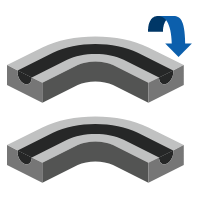
-
接合剤塗布
接合剤塗布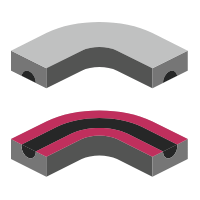
-
接合面合わせ
荷重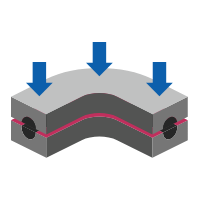
-
焼成研削
- 接合剤調合
製作事例
外部から工具を使って研削することが難しい複雑な内部形状も、実現可能です。また、従来はセラミックバルク体から大きく削り込むことで成形していた突起形状なども、接合によって成形することで、原料ロスを防ぎ、時間短縮が可能です。
形状サンプル
-
ローター

Φ160 x 95t (mm)
-
中空流路品

Φ100 x 20t (mm)※内部構造確認用のカットサンプルです
-
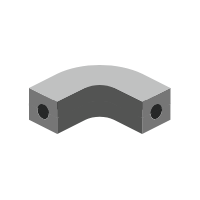
曲管
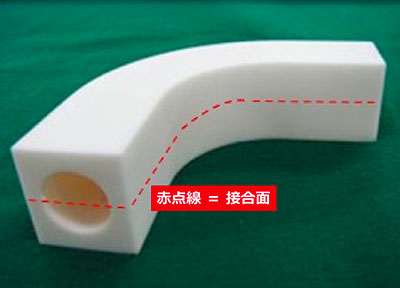
Φ200 x 200 x 30t (mm)
-
テーブル

60 x 40t (mm)
接合界面の一体化
SEM画像
(x500)
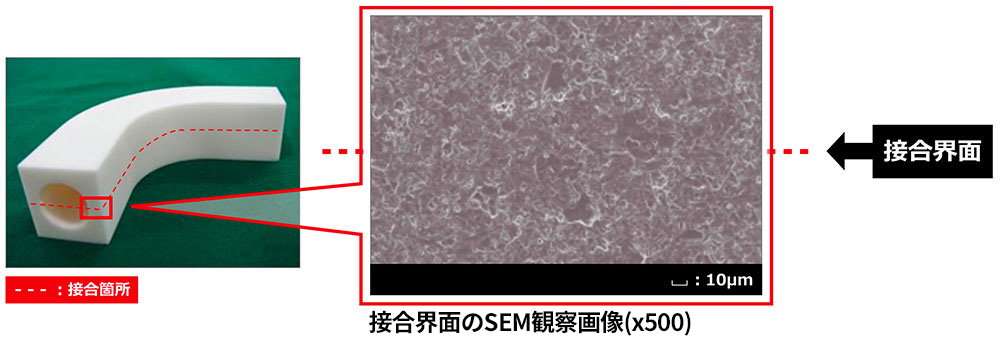
接合界面部のセラミックスも緻密な状態になります。
材料ラインアップ
| アルミナ | コージライト | 炭化ケイ素 | ||||
|---|---|---|---|---|---|---|
| AO479M | CO220O | SC120O | ||||
| 呈色 | - | 象牙色 | 灰色 | 黒色 | ||
| 密度 | g/cm3 | 3.9 | 2.5 | 3.15 | ||
| 機械的特性 | ビッカース硬さ HV9.807N | GPa | 15.7 | 8.0 | 23.0 | |
| 3点曲げ強さ | MPa | 370 | 190 | 500 | ||
| ヤング率 | GPa | 370 | 140 | 430 | ||
| ポアソン比 | - | 0.23 | 0.31 | 0.16 | ||
| 熱的特性 | 平均線膨張率 | 40-400℃ | × 10-6/K | 7.2 | (※) 1.5 | 3.7 |
| 40-800℃ | 8.0 | (※) 2.1 | 4.4 | |||
| 熱伝導率 | 20℃ | W/ (m・K) | 32 | 4 | 190 | |
| 比熱容量 | J/ (g・K) | 0.78 | 0.71 | 0.67 | ||
(※) <|0.05|(23℃)、<|0.02|(22℃)
コージライト、炭化ケイ素については開発段階になります。詳細についてはお問い合わせください。
本ページに記載の数値は全て社内測定による代表値であり、製品の仕様を保証する値ではありません。